
(1)PET malzeme özellikleri
PET hammaddesi, pürüzsüz ve parlak yüzeye sahip bir tür süt beyazı veya açık sarı yüksek kristalli polimerdir. İyi sürünme direnci, yorulma direnci, aşınma direnci, iyi boyutsal stabilite, küçük aşınma ve yüksek sertliğe sahiptir. Termoplastik plastikler arasında en yüksek dayanıklılığa sahiptir: iyi elektrik yalıtım performansı, sıcaklıktan daha az etkilenir, ancak korona direnci zayıftır. Toksik olmayan, hava koşullarına dayanıklı, kimyasallara dayanıklı, iyi stabilite, düşük su emme, zayıf asit ve organik çözücülere karşı dayanıklı, ancak sıcak suya batırılmaya karşı dayanıklı değil, alkaliye dayanıklı değil. Bu nedenle güzellik ve kozmetik sektörünün ambalajlarında yaygın olarak kullanılmaktadır.

(2). Kalıp özellikleri
Proje hacmine göre şişe embriyo kalıbının boşluk sayısı birden doksan altıya kadardır. Şablon, ön sertleştirme işlemini benimseyen P20 çeliğidir. Çekirdek, boşluk ve vida, s136h yüksek mukavemetli, korozyona dayanıklı paslanmaz çelikten yapılmıştır. Kalıp, tek seferlik işlemle tamamlanır, şekillendirme deliği ve kılavuz manşonun eşmerkezliliği sağlanır ve kalıbın kompakt yapısı sağlanır.
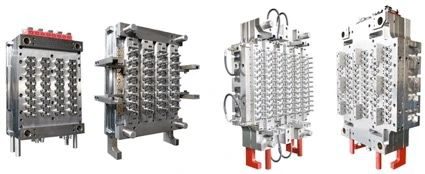
1. Her bir tek çekirdek ve oyuk için özel spiral soğutma kanalı tasarımı, çevrim süresini kısaltmaya, üretim verimliliğini artırmaya ve maliyetten tasarruf etmeye yardımcı olur. Açma ve kapama plakası yatağı benimser.
2. Prefabrik parçaların güvenilir bir yapıya sahip olması için kayar tip. Oldukça entegre bir kayar blok, itme plakası ve çıkarma işlemidir. Tüm kayan parçalar, düşük sürtünme verimliliği ve güçlü aşınma direnci sağlamak için kendinden yağlamalı bakır alaşımıyla kaplanmıştır.
3. Her boşluk, yüksek doğruluk sağlamak, kusurları azaltmak ve sökmeyi kolaylaştırmak için kendiliğinden kilitlenir.
4. Sıcak yolluk sistemi: ısıtma sıcaklığı eşittir, bu da şişe embriyosunun Beyaz Kusurlarını önleyebilir ve plastik ürünlerin kalitesini artırabilir.
(3) Kalıp tasarımının önemli noktaları
Kalıp tasarımında soğutma sistemi özellikle önemlidir. Ürünün enjeksiyon kalıplama döngüsü kısalır, ürünün verimliliği büyük ölçüde artar, ürünün boyutu ve yüzey etkisi daha stabil olur ve ürünün kalitesi artar. Su taşımacılığı tasarımının kilit noktaları:
1.Şişe embriyo kalıbının önünde suyun taşınması aşağıdaki şekilde gösterilmiştir:
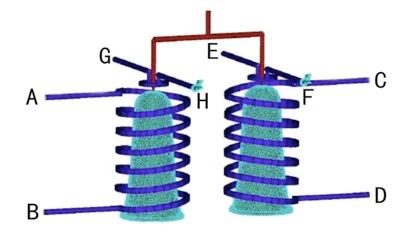
Soğutma suyu ceketi, şişe embriyo kalıbının kapısını bağımsız olarak soğutmak için kullanılır ve iyi kalıp sıcaklığı kontrolü sağlamak amacıyla boşluğu soğutmak için spiral soğutma kullanılır.
Kalıbın soğutma serisini azaltmamak için her soğutma kanalının giriş ve çıkışının seri değil ayrı ayrı bağlanması gerekir.
2. Şişe embriyo kalıp çekirdeğinin su ile taşınması aşağıdaki şekilde gösterilmektedir:

Şişe embriyo kalıp çekirdeği su dağıtım iğnesini benimser.
Soğutma döngüsü girişten yukarıya doğrudur. Düzgün soğutma modu, ürünün hızla soğumasını sağlayabilir ve ürünün üretim verimliliğini ve kalitesini artırabilir.
(4).Şişe embriyo enjeksiyonlu kalıplama
1. Ham plastiklerin ön işlemi
Evcil hayvan makromoleküllerindeki yağ grubu ve belirli hidrofiliklik nedeniyle peletler yüksek sıcaklıklarda suya daha duyarlıdır. Su içeriği sınırı aştığında, işlem sırasında evcil hayvanın moleküler ağırlığı azalır ve ürünler renkli ve kırılgan hale gelir. Bu nedenle malzemenin işlenmeden önce kurutulması gerekir. Kurutma sıcaklığı 4 saatten fazla süreyle 150 °C, genellikle 3-4 saat süreyle 170 °C'dir. Malzemenin tamamen kuru olup olmadığını kontrol etmek için hava atış yöntemi kullanılabilir.

2.Önlemler
Geri kazanılan malzeme çok büyük olmamalıdır, aksi takdirde kesme yerinde "köprü" oluşturmak ve plastikleşmeyi etkilemek kolaydır.
Kalıp sıcaklığı iyi kontrol edilmezse veya malzeme sıcaklığı iyi kontrol edilmezse “beyaz sis” oluşması ve şeffaf olmaması kolaydır. Kalıp sıcaklığı düşük ve düzgündür, soğutma hızı hızlıdır, daha az kristalleşme vardır, bitmiş ürün parlaktır.
(5). Streç şişirme kalıplama
1.İki aşamalı üfleme yöntemi, fırını ısıtarak şişe embriyosunu ısıtmak için kullanılır. Şişe embriyosunun sıcaklığı, manuel ayarla otomatik olarak ayarlanır. Silindir embriyosu fırında bir lamba tüpü ile ısıtılır. Şişe embriyosu fırında ileri doğru hareket eder ve şişe embriyosunun eşit şekilde ısıtılması için kendi kendine döner.

2.Fırın içindeki ısı, lamba sayısı, genel sıcaklık ayarı, kurutma standardının gücü ve her bölümün ısıtma oranı ile kontrol edilir. Sıcaklık ayarı, şişenin ön üfleme etkisi ile birleştirilmelidir.
3. Şişe embriyosu ısıtıldıktan sonra, şişirme işlemi için şişirme makinesinin iletim sistemi tarafından şişirme kalıbına taşınır.
4. Üflemeli kalıplama işleminde kalıp serin tutulur. Üflemeli kalıplama ve şekillendirmeden sonra iletim sistemi, paketleme işlemini tamamlamak için paketleme tezgahına gider.
(6).Çevre dostu malzemelerin uygulanmasındaki ilerleme ve durum
1.Günümüzde çevrenin korunmasına giderek daha fazla önem verilmektedir. R-PET (PCR), mikro eklemeden 100% uygulamasına kadar büyük miktarlarda kullanılmıştır. r-PET (PCR) malzemelerinin tespiti ve üretimi için mükemmel bir teknik sistem mevcuttur.
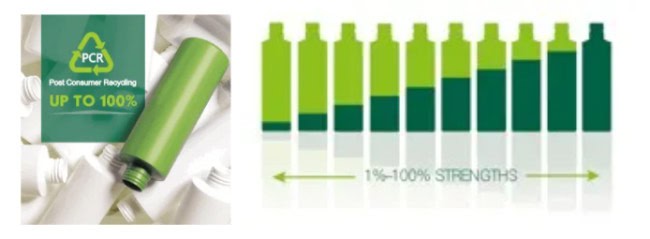
2. PLA mısır nişastası alanında birçok seri deney ve üretim gerçekleştirilmiştir. Yüksek maliyet nedeniyle mevcut toplam hacim büyük değil.