
(1) Właściwości materiału PET
Surowiec PET to rodzaj mlecznobiałego lub jasnożółtego, wysoce krystalicznego polimeru o gładkiej i błyszczącej powierzchni. Ma dobrą odporność na pełzanie, odporność na zmęczenie, odporność na ścieranie, dobrą stabilność wymiarową, małe zużycie i wysoką twardość. Ma największą wytrzymałość wśród termoplastycznych tworzyw sztucznych: dobre właściwości izolacji elektrycznej, mniejszy wpływ temperatury, ale słaba odporność na wyładowania koronowe. Nietoksyczny, odporny na warunki atmosferyczne, odporny chemicznie, dobra stabilność, niska nasiąkliwość, odporny na słabe kwasy i rozpuszczalniki organiczne, ale nieodporny na zanurzenie w gorącej wodzie, nieodporny na zasady. Dlatego jest szeroko stosowany w opakowaniach przemysłu kosmetycznego i kosmetycznego.

(2). Cechy formy
Zgodnie z wielkością projektu liczba wnęk formy zarodka butelkowego wynosi od jednego do dziewięćdziesięciu sześciu. Szablon to stal P20, która przyjmuje proces wstępnego utwardzania. Rdzeń, wnęka i śruba wykonane są z wysokowytrzymałej, odpornej na korozję stali nierdzewnej s136h. Szalunek jest wykańczany jednorazowo, zapewniając koncentryczność otworu formującego i tulei prowadzącej oraz zapewniając zwartą konstrukcję formy.
1. Wyjątkowa konstrukcja spiralnego kanału chłodzącego dla każdego pojedynczego rdzenia i wnęki pomaga skrócić czas cyklu, poprawić wydajność produkcji i obniżyć koszty. Płyta otwierająca i zamykająca przyjmuje łożysko.
2. typu przesuwnego, dzięki czemu prefabrykowane części mają niezawodną konstrukcję. Jest to wysoce zintegrowany blok przesuwny, płyta popychająca i proces wyrzucania. Wszystkie części ślizgowe są inkrustowane samosmarującym stopem miedzi, aby zapewnić niski współczynnik tarcia i wysoką odporność na zużycie.
3. Każda wnęka jest samoblokująca, aby zapewnić wysoką dokładność, zmniejszyć defekty i ułatwić demontaż.
4. System gorących kanałów: temperatura ogrzewania jest jednolita, co może zapobiegać białym defektom zarodka butelki i poprawiać jakość produktów z tworzyw sztucznych.
(3) Kluczowe punkty projektowania formy
System chłodzenia jest szczególnie ważny w projektowaniu form. Cykl formowania wtryskowego produktu jest skrócony, wydajność produktu znacznie się poprawia, rozmiar i efekt powierzchniowy produktu są bardziej stabilne, a jakość produktu jest lepsza. Kluczowe punkty projektowania transportu wodnego:
1. Transport wody przed formą zarodka butelki pokazano na poniższym rysunku:
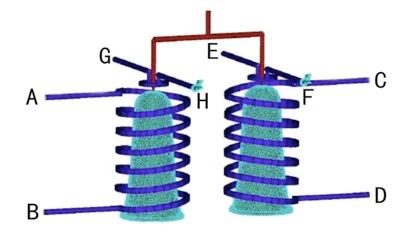
Płaszcz wody chłodzącej służy do niezależnego chłodzenia formy zarodka butelki, a chłodzenie spiralne służy do chłodzenia wnęki, aby zapewnić dobrą kontrolę temperatury formy.
Wlot i wylot każdego kanału chłodzącego należy podłączyć osobno, a nie szeregowo, aby nie zmniejszyć serii chłodzenia formy.
2. Transport wodny rdzenia formy zarodka butelki pokazano na poniższym rysunku:

Rdzeń formy zarodka butelki przyjmuje igłę dostarczającą wodę.
Cykl chłodzenia przebiega od wlotu do góry. Jednolity tryb chłodzenia może szybko ochłodzić produkt i poprawić wydajność produkcji oraz jakość produktu.
(4). Formowanie wtryskowe zarodków butelek
1. Obróbka wstępna surowych tworzyw sztucznych
Ze względu na grupę tłuszczową w makrocząsteczkach zwierząt domowych i pewną hydrofilowość, peletki są bardziej wrażliwe na działanie wody w wysokich temperaturach. Gdy zawartość wody przekracza limit, masa cząsteczkowa zwierzęcia zmniejsza się podczas przetwarzania, a produkty stają się zabarwione i kruche. Dlatego materiał należy wysuszyć przed obróbką. Temperatura suszenia wynosi 150°C przez ponad 4 godziny, ogólnie 170°C przez 3-4 godziny. Metodą strzelania z powietrza można sprawdzić, czy materiał jest całkowicie suchy.

2. Środki ostrożności
Odzyskany materiał nie powinien być zbyt duży, w przeciwnym razie łatwo „zmostkować” miejsce zaślepki i wpłynąć na uplastycznienie.
Jeśli temperatura formy nie jest dobrze kontrolowana lub temperatura materiału nie jest odpowiednio kontrolowana, łatwo jest spowodować „białą mgłę” i nieprzezroczystość. Temperatura formy jest niska i jednolita, prędkość chłodzenia jest szybka, mniej krystalizacji, gotowy produkt jest jasny.
(5). Rozdmuchiwanie z rozciąganiem
1. Dwuetapowa metoda wydmuchiwania służy do podgrzewania zarodka butelki poprzez ogrzewanie piekarnika. Temperatura zarodka butelki jest automatycznie regulowana przez ustawienie ręczne. Zarodek cylindra jest podgrzewany przez rurkę lampy w piecu. Zarodek butelkowy przesuwa się do przodu w piecu i obraca się, dzięki czemu zarodek butelkowy jest równomiernie podgrzewany.

2. Ciepło w piekarniku jest kontrolowane przez liczbę lamp, ogólne ustawienie temperatury, standardową moc suszenia i współczynnik ogrzewania każdej sekcji. Regulacja temperatury powinna być połączona z efektem wstępnego przedmuchu butelki.
3. Po podgrzaniu zarodka butelki jest on transportowany do formy rozdmuchowej przez układ transmisyjny maszyny do rozdmuchiwania w celu rozdmuchu.
4. W procesie formowania z rozdmuchem forma jest chłodzona. Po formowaniu z rozdmuchiwaniem i kształtowaniu system transmisyjny jedzie na stół pakujący, aby dokończyć proces pakowania.
(6). Postęp i stan stosowania materiałów przyjaznych dla środowiska
1. Obecnie coraz więcej uwagi poświęca się ochronie środowiska. R-PET (PCR) był używany w dużych ilościach, od mikrododania do aplikacji 100%. Istnieje doskonały system techniczny do wykrywania i produkcji materiałów r-PET (PCR).
2. W dziedzinie skrobi kukurydzianej PLA przeprowadzono wiele partii eksperymentów i produkcji. Ze względu na wysokie koszty obecny ogólny wolumen nie jest duży.