
(1) Proprietà del materiale PET
La materia prima PET è una specie di polimero altamente cristallino bianco latte o giallo chiaro con una superficie liscia e lucida. Ha una buona resistenza allo scorrimento, resistenza alla fatica, resistenza all'abrasione, buona stabilità dimensionale, piccola usura ed elevata durezza. Ha la maggiore tenacità nella plastica termoplastica: buone prestazioni di isolamento elettrico, meno influenzato dalla temperatura, ma scarsa resistenza alla corona. Non tossico, resistente agli agenti atmosferici, resistente agli agenti chimici, buona stabilità, basso assorbimento d'acqua, resistente agli acidi deboli e ai solventi organici, ma non resistente all'immersione in acqua calda, non resistente agli alcali. Pertanto, è ampiamente utilizzato nell'imballaggio dell'industria della bellezza e dei cosmetici.

(2). Caratteristiche dello stampo
Secondo il volume del progetto, il numero di cavità dello stampo embrionale della bottiglia va da uno a novantasei. La dima è in acciaio P20, che adotta il processo di pretempra. Il nucleo, la cavità e la vite sono realizzati in acciaio inossidabile s136h ad alta resistenza e resistente alla corrosione. La cassaforma è rifinita con un'unica lavorazione, garantendo la concentricità del foro di formatura e del manicotto di guida e garantendo la struttura compatta dello stampo.
1.L'esclusivo design del canale di raffreddamento a spirale per ogni singolo nucleo e cavità aiuta a ridurre i tempi di ciclo, migliorare l'efficienza produttiva e risparmiare sui costi. La piastra di apertura e chiusura adotta il cuscinetto.
2. di tipo scorrevole in modo che le parti prefabbricate abbiano una struttura affidabile. È un blocco scorrevole, una piastra di spinta e un processo di espulsione altamente integrati. Tutte le parti scorrevoli sono intarsiate con una lega di rame autolubrificante per garantire una bassa efficienza di attrito e una forte resistenza all'usura.
3. Ogni cavità è autobloccante per garantire un'elevata precisione, ridurre i difetti e facilitare lo smontaggio.
4. Sistema a canale caldo: la temperatura di riscaldamento è uniforme, il che può prevenire i difetti bianchi dell'embrione della bottiglia e migliorare la qualità dei prodotti in plastica.
(3) Punti chiave della progettazione dello stampo
Il sistema di raffreddamento è particolarmente importante nella progettazione degli stampi. Il ciclo di stampaggio a iniezione del prodotto è ridotto, l'efficienza del prodotto è notevolmente migliorata, le dimensioni e l'effetto superficiale del prodotto sono più stabili e la qualità del prodotto è migliorata. Punti chiave della progettazione del trasporto dell'acqua:
1. Il trasporto dell'acqua davanti allo stampo dell'embrione della bottiglia è mostrato nella figura seguente:
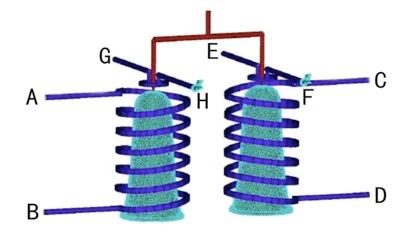
La camicia dell'acqua di raffreddamento viene utilizzata per raffreddare il cancello dello stampo embrionale della bottiglia in modo indipendente e il raffreddamento a spirale viene utilizzato per raffreddare la cavità per fornire un buon controllo della temperatura dello stampo.
L'ingresso e l'uscita di ciascun canale di raffreddamento devono essere collegati separatamente, non in serie, in modo da non ridurre la serie di raffreddamento dello stampo.
2. Il trasporto dell'acqua del nucleo della muffa dell'embrione della bottiglia è mostrato nella figura seguente:

Il nucleo della muffa dell'embrione della bottiglia adotta l'ago per l'erogazione dell'acqua.
Il ciclo di raffreddamento va dall'ingresso verso l'alto. La modalità di raffreddamento uniforme può far raffreddare rapidamente il prodotto e migliorare l'efficienza produttiva e la qualità del prodotto.
(4). Stampaggio ad iniezione dell'embrione della bottiglia
1.Pretrattamento della plastica grezza
A causa del gruppo grasso nelle macromolecole degli animali domestici e di una certa idrofilia, i pellet sono più sensibili all'acqua alle alte temperature. Quando il contenuto di acqua supera il limite, il peso molecolare dell'animale diminuisce durante la lavorazione e i prodotti diventano colorati e fragili. Pertanto, il materiale deve essere asciugato prima della lavorazione. La temperatura di essiccazione è di 150°C per più di 4 ore, generalmente di 170°C per 3-4 ore. Il metodo di tiro ad aria può essere utilizzato per verificare se il materiale è completamente asciutto.

2.Precauzioni
Il materiale recuperato non deve essere troppo grande, altrimenti è facile "ponteggiare" nel punto di tranciatura e influenzare la plastificazione.
Se la temperatura dello stampo non è controllata bene o la temperatura del materiale non è controllata correttamente, è facile che si verifichi una "nebbia bianca" e non trasparente. La temperatura dello stampo è bassa e uniforme, la velocità di raffreddamento è veloce, meno cristallizzazione, il prodotto finito è brillante.
(5). Soffiaggio elasticizzato
1. Il metodo di soffiaggio in due fasi viene utilizzato per riscaldare l'embrione della bottiglia riscaldando il forno. La temperatura dell'embrione in bottiglia viene regolata automaticamente da un'impostazione manuale. L'embrione cilindrico viene riscaldato da un tubo della lampada nel forno. L'embrione in bottiglia avanza nel forno e ruota su se stesso in modo che l'embrione in bottiglia venga riscaldato uniformemente.

2. Il calore nel forno è controllato dal numero di lampade, dall'impostazione generale della temperatura, dalla potenza dello standard di asciugatura e dal rapporto di riscaldamento di ciascuna sezione. La regolazione della temperatura deve essere combinata con l'effetto del pre-soffiaggio della bottiglia.
3. Dopo aver riscaldato l'embrione della bottiglia, viene trasportato allo stampo per soffiaggio dal sistema di trasmissione della soffiatrice per il processo di soffiaggio.
4. Nel processo di soffiaggio, lo stampo viene mantenuto fresco. Dopo il soffiaggio e la sagomatura, il sistema di trasmissione si dirige verso il banco di lavoro per l'imballaggio per completare il processo di imballaggio.
(6). Progresso e stato di applicazione dei materiali ECO-friendly
1. Al giorno d'oggi, è stata prestata sempre più attenzione alla protezione dell'ambiente. R-PET (PCR) è stato utilizzato in grandi quantità, dalla micro aggiunta all'applicazione 100%. Esiste un sistema tecnico perfetto per il rilevamento e la produzione di materiali r-PET (PCR).

2. Molti lotti di esperimenti e produzione sono stati effettuati nel campo dell'amido di mais PLA. A causa del costo elevato, l'attuale volume complessivo non è elevato.