
(1) Sifat bahan PET
Bahan baku PET adalah sejenis polimer berkristal tinggi berwarna putih susu atau kuning muda dengan permukaan halus dan mengkilap. Ia memiliki ketahanan mulur yang baik, ketahanan lelah, ketahanan abrasi, stabilitas dimensi yang baik, keausan kecil, dan kekerasan tinggi. Ia memiliki ketangguhan terbesar dalam plastik termoplastik: kinerja isolasi listrik yang baik, tidak terlalu terpengaruh oleh suhu, tetapi ketahanannya terhadap korona buruk. Tidak beracun, tahan cuaca, tahan bahan kimia, stabilitas baik, daya serap air rendah, tahan terhadap asam lemah dan pelarut organik, namun tidak tahan terhadap perendaman air panas, tidak tahan terhadap alkali. Oleh karena itu, banyak digunakan dalam kemasan industri kecantikan dan kosmetik.

(2). Fitur cetakan
Menurut volume proyek, jumlah rongga cetakan embrio botol adalah dari satu hingga sembilan puluh enam. Templatnya adalah baja P20, yang mengadopsi proses pra-pengerasan. Inti, rongga, dan sekrup terbuat dari baja tahan karat berkekuatan tinggi dan tahan korosi s136h. Bekisting diselesaikan dengan pemrosesan satu kali, memastikan konsentrisitas lubang pembentuk dan selongsong pemandu, dan memastikan struktur cetakan yang kompak.
1. Desain flume pendingin spiral eksklusif untuk setiap inti tunggal dan rongga membantu mempersingkat waktu siklus, meningkatkan efisiensi produksi, dan menghemat biaya. Pelat pembuka dan penutup mengadopsi bantalan.
2. tipe geser sehingga bagian prefabrikasi memiliki struktur yang andal. Ini adalah blok geser, pelat dorong, dan proses ejeksi yang sangat terintegrasi. Semua bagian geser dilapisi dengan paduan tembaga yang dapat melumasi sendiri untuk memastikan efisiensi gesekan yang rendah dan ketahanan aus yang kuat.
3.Setiap rongga mengunci sendiri untuk memastikan akurasi tinggi, mengurangi cacat dan memfasilitasi pembongkaran.
4. Sistem hot runner: suhu pemanasan seragam, yang dapat mencegah Cacat Putih pada embrio botol dan meningkatkan kualitas produk plastik.
(3) Poin-poin penting dari desain cetakan
Sistem pendingin sangat penting dalam desain cetakan. Siklus pencetakan injeksi produk diperpendek, efisiensi produk meningkat pesat, ukuran dan efek permukaan produk lebih stabil, dan kualitas produk ditingkatkan. Poin-poin penting dalam desain transportasi air:
1.Transportasi air di depan cetakan embrio botol ditunjukkan pada gambar di bawah ini:
Jaket air pendingin digunakan untuk mendinginkan gerbang cetakan embrio botol secara mandiri, dan pendinginan spiral digunakan untuk mendinginkan rongga guna memberikan kontrol suhu cetakan yang baik.
Saluran masuk dan keluar masing-masing saluran pendingin perlu disambung secara terpisah, tidak seri, agar tidak mengurangi rangkaian pendinginan cetakan.
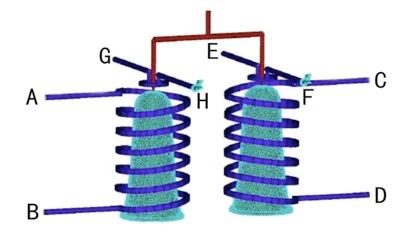
2. Transportasi air inti cetakan embrio botol ditunjukkan pada gambar di bawah ini:

Inti cetakan embrio botol mengadopsi jarum pengiriman air.
Siklus pendinginan dimulai dari saluran masuk ke atas. Mode pendinginan yang seragam dapat membuat produk menjadi dingin dengan cepat dan meningkatkan efisiensi produksi dan kualitas produk.
(4). Cetakan injeksi embrio botol
1. Perlakuan awal terhadap plastik mentah
Karena adanya gugus lemak pada makromolekul hewan peliharaan dan sifat hidrofilisitas tertentu, pelet lebih sensitif terhadap air pada suhu tinggi. Ketika kadar air melebihi batas, berat molekul hewan peliharaan menurun selama pemrosesan, dan produk menjadi berwarna dan rapuh. Oleh karena itu, bahan tersebut harus dikeringkan sebelum diolah. Suhu pengeringan 150 â„?selama lebih dari 4 jam, umumnya 170 â„?selama 3-4 jam. Metode penembakan udara dapat digunakan untuk memeriksa apakah bahan sudah benar-benar kering.

2. Tindakan Pencegahan
Bahan yang dipulihkan tidak boleh terlalu besar, jika tidak maka akan mudah untuk “menjembatani” tempat blanking dan mempengaruhi plastisisasi.
Jika suhu cetakan tidak dikontrol dengan baik atau suhu bahan tidak dikontrol dengan baik, akan mudah menimbulkan “kabut putih” dan tidak transparan. Suhu cetakan rendah dan seragam, kecepatan pendinginan cepat, kristalisasi lebih sedikit, produk jadi cerah.
(5). Cetakan tiup regangan
1. Metode peniupan dua langkah digunakan untuk memanaskan embrio botol dengan memanaskan oven. Suhu embrio botol diatur secara otomatis dengan pengaturan manual. Embrio silinder dipanaskan dengan tabung lampu di dalam oven. Embrio botol bergerak maju di dalam oven dan berputar sendiri sehingga embrio botol memanas secara merata.

2.Panas dalam oven dikendalikan oleh jumlah lampu, pengaturan suhu keseluruhan, standar kekuatan pengeringan dan rasio pemanasan setiap bagian. Penyesuaian suhu harus dikombinasikan dengan efek pra-meniup botol.
3.Setelah embrio botol dipanaskan, embrio botol diangkut ke cetakan tiup oleh sistem transmisi mesin cetak tiup untuk proses pencetakan tiup.
4.Dalam proses blow moulding, cetakan tetap dingin. Setelah pencetakan dan pembentukan tiup, sistem transmisi diarahkan ke meja kerja pengemasan untuk menyelesaikan proses pengemasan.
(6). Kemajuan dan status penerapan bahan ramah lingkungan
1.Saat ini, semakin banyak perhatian diberikan pada perlindungan lingkungan. R-PET (PCR) telah digunakan dalam jumlah besar, mulai dari penambahan mikro hingga aplikasi 100%. Terdapat sistem teknis yang sempurna untuk mendeteksi dan memproduksi bahan r-PET (PCR).

2. Banyak percobaan dan produksi telah dilakukan di bidang pati jagung PLA. Karena biayanya yang tinggi, volume keseluruhan saat ini tidak besar.