
(1) Propriétés du matériau PET
La matière première PET est une sorte de polymère hautement cristallin blanc laiteux ou jaune clair avec une surface lisse et brillante. Il a une bonne résistance au fluage, à la fatigue, à l'abrasion, une bonne stabilité dimensionnelle, une faible usure et une dureté élevée. Il a la plus grande ténacité des plastiques thermoplastiques : bonne performance d'isolation électrique, moins affecté par la température, mais faible résistance corona. Non toxique, résistant aux intempéries, résistant aux produits chimiques, bonne stabilité, faible absorption d'eau, résistant aux acides faibles et aux solvants organiques, mais non résistant à l'immersion dans l'eau chaude, non résistant aux alcalis. Par conséquent, il est largement utilisé dans les emballages de l'industrie de la beauté et des cosmétiques.

(2).Caractéristiques du moule
Selon le volume du projet, le nombre de cavités de moule d'embryon de bouteille est de un à quatre-vingt-seize. Le gabarit est en acier P20, qui adopte le processus de pré-durcissement. Le noyau, la cavité et la vis sont en acier inoxydable s136h à haute résistance et résistant à la corrosion. Le coffrage est fini par un traitement unique, assurant la concentricité du trou de formage et du manchon de guidage, et assurant la structure compacte du moule.
1. La conception exclusive du canal de refroidissement en spirale pour chaque noyau unique et chaque cavité permet de raccourcir le temps de cycle, d'améliorer l'efficacité de la production et de réduire les coûts. La plaque d'ouverture et de fermeture adopte le roulement.
2. de type coulissant pour que les pièces préfabriquées aient une structure fiable. Il s'agit d'un bloc coulissant, d'une plaque de poussée et d'un processus d'éjection hautement intégrés. Toutes les pièces coulissantes sont incrustées d'un alliage de cuivre autolubrifiant pour assurer une faible efficacité de frottement et une forte résistance à l'usure.
3.Chaque cavité est autobloquante pour assurer une grande précision, réduire les défauts et faciliter le démontage.
4. Système de canaux chauds : la température de chauffage est uniforme, ce qui peut empêcher les défauts blancs de l'embryon de bouteille et améliorer la qualité des produits en plastique.
(3)Points clés de la conception du moule
Le système de refroidissement est particulièrement important dans la conception des moules. Le cycle de moulage par injection du produit est raccourci, l'efficacité du produit est grandement améliorée, la taille et l'effet de surface du produit sont plus stables et la qualité du produit est améliorée. Points clés de la conception du transport par eau :
1. Le transport de l'eau devant le moule d'embryon de bouteille est illustré dans la figure ci-dessous :
La chemise d'eau de refroidissement est utilisée pour refroidir indépendamment la porte du moule d'embryon de bouteille, et le refroidissement en spirale est utilisé pour refroidir la cavité afin de fournir un bon contrôle de la température du moule.
L'entrée et la sortie de chaque canal de refroidissement doivent être connectées séparément, et non en série, afin de ne pas réduire la série de refroidissement du moule.
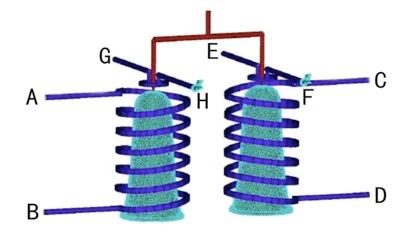
2. Le transport par eau du noyau de moule d'embryon de bouteille est illustré dans la figure ci-dessous :

Le noyau de moule d'embryon de bouteille adopte une aiguille de distribution d'eau.
Le cycle de refroidissement va de l'entrée vers le haut. Le mode de refroidissement uniforme peut refroidir rapidement le produit et améliorer l'efficacité de la production et la qualité du produit.
(4).Moulage par injection d'embryon de bouteille
1.Prétraitement des plastiques bruts
En raison du groupe de graisse dans les macromolécules d'animaux de compagnie et d'une certaine hydrophilie, les granulés sont plus sensibles à l'eau à des températures élevées. Lorsque la teneur en eau dépasse la limite, le poids moléculaire de l'animal diminue pendant le traitement et les produits deviennent colorés et cassants. Par conséquent, le matériau doit être séché avant le traitement. La température de séchage est de 150 °C pendant plus de 4 heures, généralement de 170 °C pendant 3-4 heures. La méthode de tir à l'air peut être utilisée pour vérifier si le matériau est complètement sec.

2.Précautions
Le matériau récupéré ne doit pas être trop volumineux, sinon il est facile de "ponter" à l'endroit du découpage et d'affecter la plastification.
Si la température du moule n'est pas bien contrôlée ou si la température du matériau n'est pas contrôlée correctement, il est facile de provoquer un "brouillard blanc" et non transparent. La température du moule est basse et uniforme, la vitesse de refroidissement est rapide, moins de cristallisation, le produit fini est brillant.
(5).Moulage par soufflage étirable
1. La méthode de soufflage en deux étapes est utilisée pour chauffer l'embryon de la bouteille en chauffant le four. La température de l'embryon de bouteille est automatiquement ajustée par un réglage manuel. L'embryon cylindrique est chauffé par un tube de lampe dans le four. L'embryon de bouteille avance dans le four et tourne sur lui-même afin que l'embryon de bouteille soit chauffé uniformément.

2.La chaleur dans le four est contrôlée par le nombre de lampes, le réglage de la température globale, la puissance de séchage standard et le rapport de chauffage de chaque section. Le réglage de la température doit être combiné avec l'effet du pré soufflage de la bouteille.
3. Après avoir chauffé l'embryon de la bouteille, il est transporté vers le moule de soufflage par le système de transmission de la machine de moulage par soufflage pour le processus de moulage par soufflage.
4.Dans le processus de moulage par soufflage, le moule est maintenu au frais. Après le moulage par soufflage et la mise en forme, le système de transmission se dirige vers l'établi d'emballage pour terminer le processus d'emballage.
(6). Progrès et état d'application des matériaux respectueux de l'environnement
1.Aujourd'hui, de plus en plus d'attention a été accordée à la protection de l'environnement. Le R-PET (PCR) a été utilisé en grande quantité, de la micro-addition à l'application 100%. Il existe un système technique parfait pour la détection et la production de matériaux r-PET (PCR).

2. De nombreux lots d'expérimentations et de production ont été réalisés dans le domaine de l'amidon de maïs PLA. En raison du coût élevé, le volume global actuel n'est pas important.