
(1) propiedades del material de PET
La materia prima de PET es un tipo de polímero altamente cristalino de color blanco lechoso o amarillo claro con una superficie lisa y brillante. Tiene buena resistencia a la fluencia, resistencia a la fatiga, resistencia a la abrasión, buena estabilidad dimensional, poco desgaste y alta dureza. Tiene la mayor tenacidad de los plásticos termoplásticos: buen rendimiento de aislamiento eléctrico, menos afectado por la temperatura, pero poca resistencia a la corona. No tóxico, resistente a la intemperie, resistente a productos químicos, buena estabilidad, baja absorción de agua, resistente a ácidos débiles y solventes orgánicos, pero no resistente a la inmersión en agua caliente, no resistente a los álcalis. Por lo tanto, es ampliamente utilizado en los envases de la industria cosmética y de belleza.

(2). Características del molde.
De acuerdo con el volumen del proyecto, el número de cavidades del molde de embrión de botella es de uno a noventa y seis. La plantilla es de acero P20, que adopta el proceso de pretemplado. El núcleo, la cavidad y el tornillo están hechos de acero inoxidable s136h de alta resistencia y resistente a la corrosión. El encofrado se termina con un procesamiento de una sola vez, lo que garantiza la concentricidad del orificio de formación y el manguito guía, y garantiza la estructura compacta del molde.
1. El diseño exclusivo del canal de enfriamiento en espiral para cada núcleo único y cavidad ayuda a acortar el tiempo del ciclo, mejorar la eficiencia de producción y ahorrar costos. La placa de apertura y cierre adopta el rodamiento.
2. tipo deslizante para que las partes prefabricadas tengan una estructura confiable. Es un bloque deslizante, una placa de empuje y un proceso de eyección altamente integrados. Todas las piezas deslizantes están incrustadas con una aleación de cobre autolubricante para garantizar una eficiencia de fricción baja y una gran resistencia al desgaste.
3. Cada cavidad se autobloquea para garantizar una alta precisión, reducir los defectos y facilitar el desmontaje.
4. Sistema de canal caliente: la temperatura de calentamiento es uniforme, lo que puede prevenir los defectos blancos del embrión de la botella y mejorar la calidad de los productos de plástico.
(3) Puntos clave del diseño del molde.
El sistema de refrigeración es especialmente importante en el diseño de moldes. El ciclo de moldeo por inyección del producto se acorta, la eficiencia del producto mejora considerablemente, el tamaño y el efecto superficial del producto son más estables y la calidad del producto mejora. Puntos clave del diseño del transporte de agua:
1. El transporte de agua frente al molde de embrión de botella se muestra en la siguiente figura:
La camisa de agua de enfriamiento se usa para enfriar la puerta del molde de embrión de botella de forma independiente, y el enfriamiento en espiral se usa para enfriar la cavidad y proporcionar un buen control de la temperatura del molde.
La entrada y la salida de cada canal de enfriamiento deben conectarse por separado, no en serie, para no reducir la serie de enfriamiento del molde.
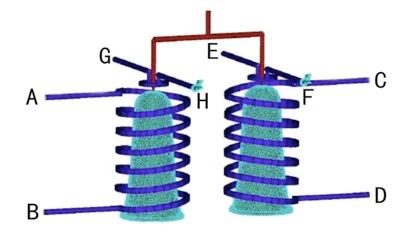
2. El transporte de agua del núcleo del molde embrionario de la botella se muestra en la siguiente figura:

El núcleo del molde del embrión de la botella adopta una aguja de suministro de agua.
El ciclo de enfriamiento es desde la entrada hasta la parte superior. El modo de enfriamiento uniforme puede hacer que el producto se enfríe rápidamente y mejorar la eficiencia de producción y la calidad del producto.
(4). Botella de moldeo por inyección de embriones
1. Pretratamiento de plásticos crudos.
Debido al grupo de grasas en las macromoléculas de las mascotas y cierta hidrofilia, los gránulos son más sensibles al agua a altas temperaturas. Cuando el contenido de agua excede el límite, el peso molecular de la mascota disminuye durante el procesamiento y los productos se vuelven de color y quebradizos. Por lo tanto, el material debe secarse antes del procesamiento. La temperatura de secado es de 150 â„? durante más de 4 horas, generalmente de 170 â„? durante 3-4 horas. El método de inyección de aire se puede utilizar para comprobar si el material está completamente seco.

2. Precauciones
El material recuperado no debe ser demasiado grande, de lo contrario, es fácil "puentear" en el lugar de corte y afectar la plastificación.
Si la temperatura del molde no se controla bien o la temperatura del material no se controla correctamente, es fácil que se produzca una "niebla blanca" y no transparente. La temperatura del molde es baja y uniforme, la velocidad de enfriamiento es rápida, menos cristalización, el producto terminado es brillante.
(5). Moldeo por estirado y soplado
1. El método de soplado de dos pasos se usa para calentar el embrión de la botella calentando el horno. La temperatura del embrión de la botella se ajusta automáticamente mediante un ajuste manual. El embrión cilíndrico se calienta con un tubo de lámpara en el horno. El embrión de la botella avanza en el horno y gira para que el embrión de la botella se caliente uniformemente.

2. El calor del horno se controla mediante el número de lámparas, el ajuste de temperatura general, la potencia del estándar de secado y la relación de calentamiento de cada sección. El ajuste de temperatura debe combinarse con el efecto de la botella de presoplado.
3. Después de calentar el embrión de la botella, el sistema de transmisión de la máquina de moldeo por soplado lo transporta al molde de soplado para el proceso de moldeo por soplado.
4.En el proceso de moldeo por soplado, el molde se mantiene fresco. Después del moldeo por soplado y la conformación, el sistema de transmisión conduce al banco de trabajo de empaque para completar el proceso de empaque.
(6). Progreso y estado de la aplicación de materiales ecológicos.
1.Hoy en día, se ha prestado cada vez más atención a la protección del medio ambiente. R-PET (PCR) se ha utilizado en grandes cantidades, desde la microadición hasta la aplicación 100%. Existe un sistema técnico perfecto para la detección y producción de materiales r-PET (PCR).

2. Se han llevado a cabo muchos lotes de experimentos y producción en el campo del almidón de maíz PLA. Debido al alto costo, el volumen total actual no es grande.